


|
제품 상세 정보:
|
| 소재: | 강선 | 와이어 직경 범위: | Ø0.45~Ø3.5mm |
|---|---|---|---|
| 코팅형: | 놋쇠 | 구리의 내용: | 62~68% |
| 코팅 중량: | 3~8g/kg | 전선: | 3648 또는 56 줄 |
| DV: | DV=75 또는 95m*mm/min | 연료 유형: | NG 또는 LPG |
| 능력: | 1500톤/월 (Φ1.48mm 강선기준) | 전압: | 380v |
| 보증: | 1년 | 자동 등급: | 자동장치 |
| 하이 라이트: | 산업용 구리 전자기,강철 와이어 청동 전자기 |
||
청동 전자기 생산 라인 청동 코팅 기계
1- 전압 금속 생산 라인의 주요 매개 변수
| 아니 | 항목 | 사양 |
| 1 | 소재 | 철선 |
| 2 | 와이어 지름 범위 | φ0입니다.45~φ3.5mm |
| 3 | 코팅 유형 | 금속 |
| 4 | 구리 함량 | 62~68% |
| 5 | 코팅 무게 | 3~8g/kg |
| 6 | 철선 | 36,48선 또는 56선 |
| 7 | DV | DV=75 또는 95m*mm/min (최대 속도 70 또는 90m/min) |
| 8 | 연료 종류 | NG 또는 LPG |
| 9 | 용량 | 1500t/month (φ1.48mm 철선을 기준으로) |
2생산의 기술 과정.
Pay-off→Degreasing→Furnace→Quenching→Water cooling→Pickling→Water rinsing→Copper plating→Water rinsing→Zinc plating→Water rinsing→Hot water rinsing→MF→Phosphoric acid wash→Water rinsing→Soaping→Take-up
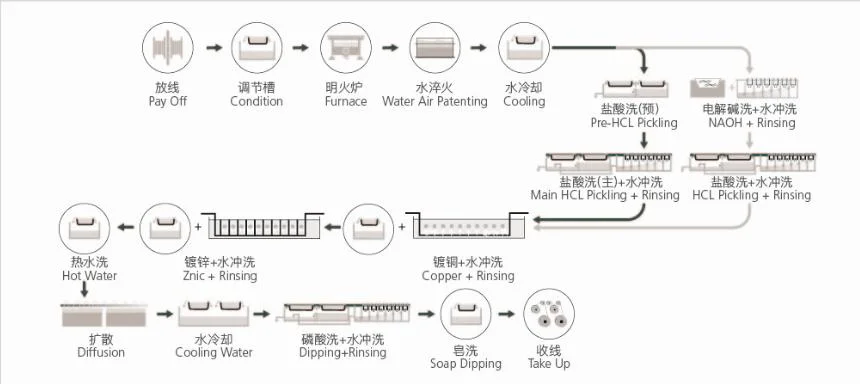
3주요 프로세스 소개.
탈지방: 비평한 비누가루와 보락스를 제거하고 밝은 철도의 표면에 비누가루와 보락스를 칠하여 철도의 표면 코팅이 더 균일합니다.
오븐: 변형을 완화 철 철 철 철 철 철 철 철 철 철 철 철 철 철 철 철 철 철 철 철 철 철 철 철 철 철 철 철 철 철 철 철
소화: 열처리 된 철선을 높은 온도에서 냉각시키고, 수증기 진열 과정을 사용하여 강한 강도와 모양이 된 sostenitic 구조를 얻습니다.
오징어: 철도의 표면에 있는 모든 산화물과 잔류를 제거하고, 깨끗한 표면은 뒷면 표면을 균일하게 덮도록 유도합니다.
구리 접착: 철선 표면에 구리층이 균일하게 접착되어, 그 후의 구리층이 도출을 촉진합니다.
진크 접착: 금속진크가 철도의 표면에 퇴적된다.
MF: 중간 주파수 가열 방식은 강철 철의 구리 및 아연 층을 서로 분산시켜 청동을 얻습니다.중간 주파수 반열의 효과는 진크와 구리를 상호 확산시키기 위해 특정 온도까지 철선 표면을 올리는 것입니다..
광산산 씻기: 중기 주파수 열 확산 단계에서 강철 와이어의 표면에 생성 된 아연 산소를 제거하십시오. 그것은 어렵고 변형하기가 쉽지 않습니다.너무 많은 아연 산화질소는 습한 드래잉 과정에서 철도의 부서지게 될 것입니다.




4제품 사용
타이어 메리디안, 철선을 절단, 다이아몬드 바스바, 튜브 와이어 등


5우리의 서비스
고객이 기계를 완전히 작동 할 수 있도록 보장하기 위해, 고객이 필요한 경우, 우리는 고객 교육을 도울 수 있습니다.
(1) 올바른 작동 모드
(2) 올바른 유지보수 방법
(3) 올바른 기술 공정 제어
(4) 간단한 문제 해결
우리 회사의 모든 가전화 기계는 이미 가전화 분야에서 널리 사용되었습니다.
의심의 여건은 저희에게 문의하시기 바랍니다.
담당자: Mrs. YeGuiFeng
전화 번호: +86 85778256
팩스: 86-571-85778267







